While waiting for the new 3Dot board (5.03) the 3Dot 4.54 version board is being used for development. Physically the boards are nearly the same. The only major change that affects us is the placement of headers and connectors. On the new board, there are two separate locations to connect I2C devices. So, our devices can route […]
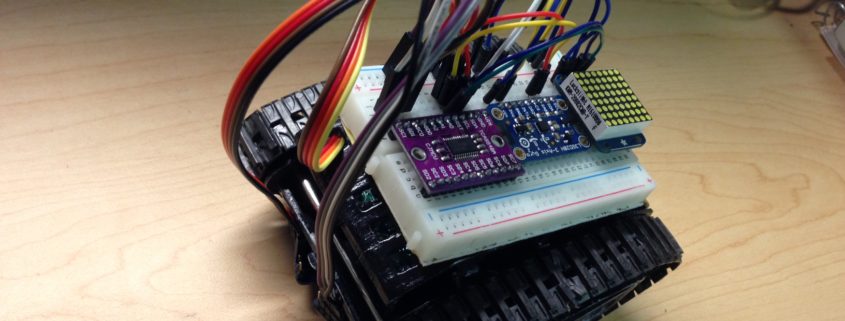
All major components have been laid out on a breadboard for testing the majority of the program work. Most importantly being the color sensors and gyro. As both provide vital functions for navigating the maze. This breadboarding has provided very useful as the previous Goliath has been used as a test platform with room for new components on top. […]
Written By: Lucas Gutierrez (Project Manager for ModWheels) & Charles Banuelos (Design & Manufacturing Division Manager)
Worked On By: Charles Banuelos (Design & Manufacturing Division Manager) & Lucas Gutierrez (Project Manager for ModWheels)
Calibration of The Muse Laser Cutter
After configuring the laser cutter for power-up, calibration of the Muse laser cutter can begin. Instructions on how to configure the laser cutter for power-up can be found in the post below.
If properly configuring the laser cutter for power-up has not been performed yet, follow instructions on how to verify received components and additional materials needed for optimized use, which can be found in the post below.
Steps on how to calibrate the Muse laser cutter can be found through the Muse Laser Calibration Guide video, as well as the Muse Laser Cutter manual. Links for each can be found below.
This calibration consists of aligning each of the three mirrors to match the guide red guide laser to the power laser (used for cutting). Below is a summary of the steps performed to calibrate the Muse Laser Cutter.
Power on the Muse laser cutter and allow initial power on calibration to finish
Place a small enough piece of thermal paper to cover mirror 1 (upper left corner of the laser bed)
Fire a test laser pulse (controlled by the touch-screen)
Check burn patter (made by the test laser pulse) against the red guide laser dot
If off, adjust red guide laser to the burn patter using the included allen wrench (guide laser located towards the back of the laser bed)
Once adjusted, remove thermal paper and place new piece of thermal paper onto the second mirror
Move laser arm to the farthest positive (+) y direction (towards the back of the laser bed)
Repeat steps 3-4
If off, adjust the first mirror so that the red guide laser matches up with the burn pattern (skip this step if they match)
Move laser arm to the farthest negative (-) y direction (towards the front of the laser bed)
Repeat steps 3-4
If the two burns do not match up, repeat step 9 (skip this step if they match)
Once adjusted, remove thermal paper and place new piece of thermal paper onto the third mirror
Move laser arm to the farthest negative (-) x direction (towards the left of the laser bed)
Repeat steps 3-4
If off, adjust second mirror so that the red guide laser matches up with the burn pattern (skip this step if they match)
Move laser arm to the farthest positive (+) x direction (towards the right of the laser bed)
Repeat steps 3-4
If the two burns do not match up, repeat step 16 (skip this step if they match)
Once adjusted, remove thermal paper and place new piece of thermal paper onto the lens on the laser arm
Repeat steps 3-4
If off, adjust third mirror so that the red guide laser matches up with the burn pattern (skip this step if they match)
That concludes the initial calibration of the Muse laser cutter.
Fall 2017:
Calibration Method
After an initial configuration of the system, on Friday (11/03/2017) at 1 pm, a calibration of the laser cutter was completed.
This calibration consisted of aligning each of the three mirrors to match the guide red guide laser to the power laser (used for cutting).
The calibration was done by placing thermal paper onto the first mirror, firing a test burn, then confirming or realigning the red guide laser to the burn spot. This process was repeated for the extremes of the placement of the laser on the relative axis. This was performed on each mirror and was confirmed by a test cut.
https://www.arxterra.com/wp-content/uploads/2017/11/Laserconfig-3.jpg360360Lucas Gutierrez/wp-content/uploads/2013/04/Arxterra-Logo-340x156.pngLucas Gutierrez2017-11-15 17:58:052017-12-18 00:54:44Calibration Of The Muse Laser Cutter
Written By: Lucas Gutierrez (Project Manager for ModWheels) & Charles Banuelos (Design & Manufacturing Division Manager)
Worked On By: Charles Banuelos (Design & Manufacturing Division Manager) & Lucas Gutierrez (Project Manager for ModWheels)
Table of Contents
Introduction
After verification of components, assembly of the laser cutter can begin. For instructions on verifying received components and additional materials needed for optimized use, please refer to “Muse Laser cutter Parts Verification & Additional Purchase of Materials” blog post linked below.
To connect the subsystems to the laser cutter, we referred to the Muse Quickstart Guide, Muse Laser Cutting Manual, and Muse Unbox & Setup Video. To configure the water cooler, we referred to the water cooler manual. Links can be found below, which is followed by a summary of the configuration that was performed.
After verifying all air filter parts have been received and have no damage, assembly can begin. Connect the included power cable into the slot assigned to Exhaust Fan Power Outlet located on the back of the Muse laser cutter. Then connect the ducting from Exhaust Flange (located on the back of the Muse laser cutter) to the intake of air filter using the included ducting clamps.
Air Pump
After verifying all air pump parts have been received and have no damage, assembly can begin. Connect the attached power cable into the slot assigned to Air Compressor Power Outlet located on the back of the Muse laser cutter. Then connect the air hose from Air Inlet (located on the back of the Muse laser cutter) to the output of air pump using the included air nozzle adapter.
Water Cooler
After verifying all water cooler parts have been received and have no damage, assembly can begin. Before connecting power to the water cooler, an initial rinse of the water tank helps to ensure no contaminants are within the water loop. To rinse the internal water storage tank, unscrew the top water tank cap and partially fill the tank with a cup of distilled water. Rotate and gently shake the water cooler to make sure the entire tank has been internally rinsed. In a safe and proper area, unscrew the water drain outlet (located on the bottom backside of the water cooler). Once all the water has been drained, replace the water drain outlet. Once the rinse is completed, fill the internal water storage tank until the specified fill line (see user manual). After screwing on the top water tank cap, connect the included power cable into a power strip. Then connect the water hose from Water Inlet (located on the back of the Muse laser cutter) to the Water Outlet of water cooler using the 1/2″ hose clamps to ensure a proper fit. Separately connect the water hose from Water Outlet (located on the back of the Muse laser cutter) to the Water Inlet of water cooler using the 1/2″ hose clamps to ensure a proper fit.
Initial System and Subsystems Power-up
Once all parts have been correctly assembled, plug in the Muse laser cutter with the included power cable into a power strip. To start the power-up process, power on the water cooler and ensure no water leaks from the water cooler and the Muse laser cutter. Then, turn on the Muse laser cutter by moving the power switch (located on the back of the Muse laser cutter). After the Muse power-on calibration is complete, use the touch-screen to navigate to the settings of the laser cutter. Once in the settings menu, select the laser tab. Once in the laser tab within the settings menu, enable the air pump and exhaust fan. Verify that the air pump is working and that the air filter is powered on properly. This concludes the initial system and subsystems power-up.
Fall 2017:
Introduction
After an verification of components, on Friday (11/03/2017) at 10 am, an initial configuration of the subsystems and the laser cutter was done.
Configuring Subsystems
Air Filter
After materials verification, we connected the power to the laser’s dedicated power source for the air filter. Later, the ducting for the air filter was installed on the air filter itself and the laser cutter’s exhaust port.
Air Pump
After materials verification, we connected the power to the laser’s dedicated power source for the air pump. Later, the air hose for the air pump was installed on the air pump itself and the laser cutter’s air pump intake. After testing, it was confirmed that there will be no need for noise dampening during the laser cutter’s operation.
Water Cooler
After materials verification, we connected the power to and external surge protector, which also provides power for the laser cutter itself. After a rinse of the internal water storage tank, the internal water storage was filled up with distilled water. To insure no contaminant were introduced to the laser cutter, a closed loop filtering was performed on the water cooler.
Later, the water hose for the water cooler was installed on the water cooler itself and the laser cutter’s water cooler intake and outtake, with the use of additional clamps.
Configuring the Laser Cutter
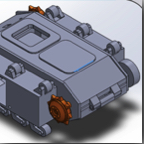
After initial subsystem configuration, the laser cutter was powered on to verify that all subsystems were function properly.
Figure : Assembled Muse Laser Cutter
https://www.arxterra.com/wp-content/uploads/2017/11/ConfigFeat-e1512013853707.jpeg144144Lucas Gutierrez/wp-content/uploads/2013/04/Arxterra-Logo-340x156.pngLucas Gutierrez2017-11-15 17:50:552017-12-18 00:55:21Configuring Laser Cutter for Power Up
Written By: Muhannad Al Mohamed (Electronics & Control Division Manager)
Components
Goliath’s project uses electronic components listed in the figure below. However, an update should be made to this list in regards to the color sensing components. Since we will be using BH1745NUC IC in sensing color, the Adafruit TCS340725 should be changed along with the components of the generic color sensor. As seen on the list, some parts have been acquired by the project’s members; however, the rest should be ordered. The pricing also should be provided in order to sort all parts needed and their cost.
Update: 11/19/2017
The list for Goliath is mostly the same as listed above. However, there was one part that was added to it which is the LED Matrix (KWM-20882XWB-Y). The parts of the project are ordered and are expected to arrive the weak after Fall Break. The parts used in making the Color Sensor Shield are included as well.
Miniature Ultra-Bright 8×8 White LED Matrix (KWM-20882XWB-Y)
Goliath ordered parts
Color Sensor Shield parts
Written By: Muhannad Al Mohamed E&C DM
https://www.arxterra.com/wp-content/uploads/2017/11/jjj.jpg144144Muhannad Al Mohamed/wp-content/uploads/2013/04/Arxterra-Logo-340x156.pngMuhannad Al Mohamed2017-11-08 09:31:242017-12-07 00:30:42Electronic Components BOM and Order: Goliath
Approved By: Muhannad Al Mohamed E&C DM, Charles Banuelos MFG DM
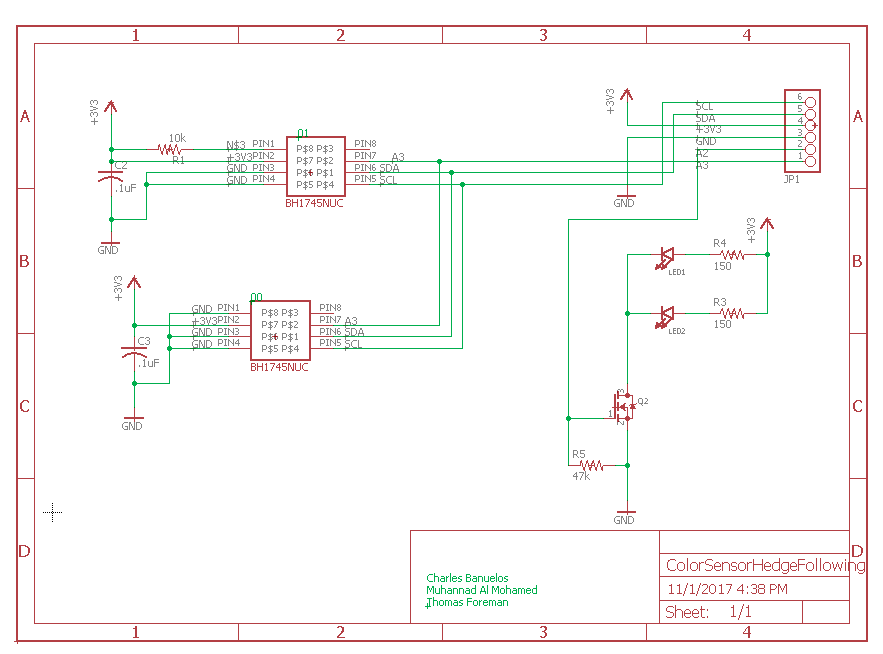
Designing The Color Sensor Shield
Charles Banuelos (MFG DM) and I have worked together to design the Color Sensor shield that would be used by the projects of the Robot Company. I was responsible for designing the schematic part and he was responsible for designing the layout part of the shield. The Shield is using two Color Sensing ICs (BH1745NUC) presented by Thomas Forman. This IC can be adjusted to have two different addresses, which makes I2C communication protocol usable while using two Color sensors.
Color Sensor Shield – Schematic
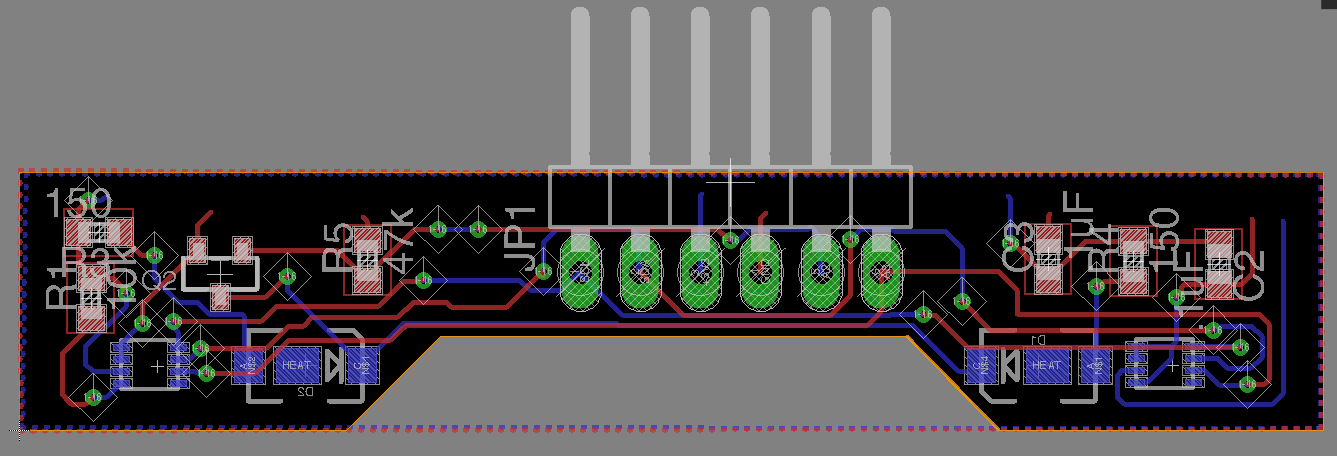
Color Sensor Shield – PCB layout
Written By: Muhannad Al Mohamed E&C DM
Updated: 11/20/2017
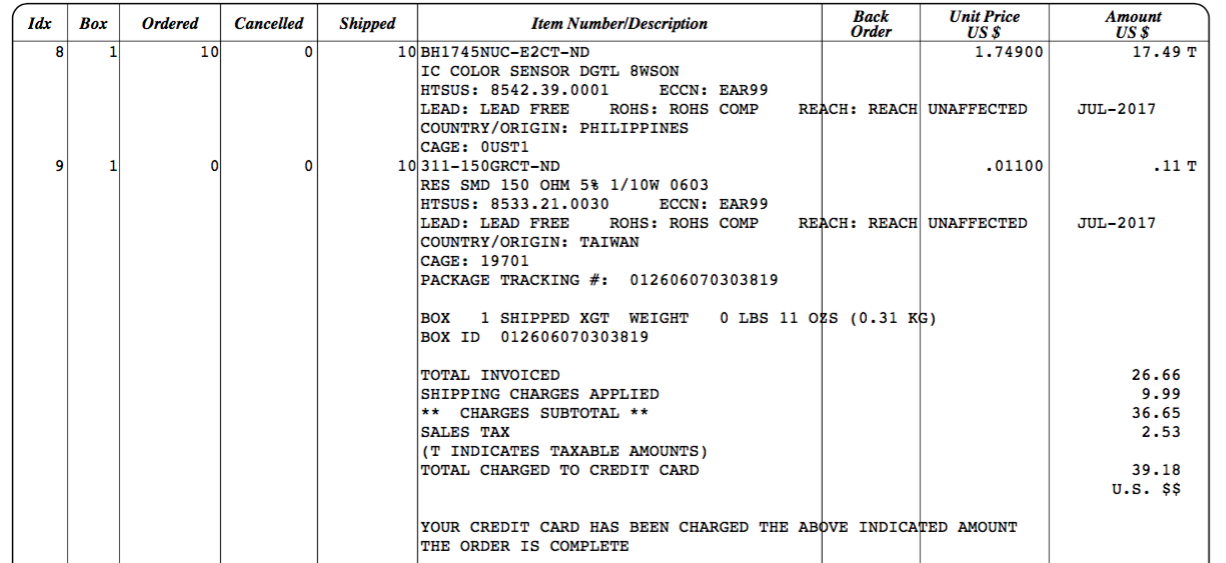
Color Sensor Shield Parts list
The parts used in making the Color Sensor Shield are listed below. They were ordered from digikey.com and has arrived. The parts will be used to fabricate and test the color sensor shield on Monday 11/27/2017.
https://www.arxterra.com/wp-content/uploads/2017/11/Blog_GenericColorSensorPCBL.png144144Muhannad Al Mohamed/wp-content/uploads/2013/04/Arxterra-Logo-340x156.pngMuhannad Al Mohamed2017-11-02 04:26:222017-12-04 08:54:56Electronic Component BOM and order: Generic Color Sensor Shield
Written By: Charles Banuelos (Design & Manufacturing Division Manager) & Lucas Gutierrez (Project Manager for ModWheels)
Worked on by: Charles Banuelos (Design & Manufacturing Division Manager), Lucas Gutierrez (Project Manager for ModWheels), & Vanessa Enriquez (Design & Manufacturing Engineer for Goliath)
Before the setup of the laser cutter, initial confirmation of all components need to be verified and made sure there were no shipping damage. To verify this, a packing list should be included in the box. To start the verification process, remove and document all components in an orderly fashion, ensuring no loss of components.
An initial unpacking was completed by Prof. Hill. There was a meeting, occurring on Thursday(11/2/2017) at 3pm that verified that all parts of the laser were received. There was extra hose clamps purchased in order to secure all water hoses to the input and output of the coolant system. There was also distilled water purchased in order to run the coolant system properly.
https://www.arxterra.com/wp-content/uploads/2017/11/muse_machine_header1.png144144charles banuelos/wp-content/uploads/2013/04/Arxterra-Logo-340x156.pngcharles banuelos2017-11-02 03:36:412017-11-30 03:44:45Muse Laser Cutter Parts Verification & Additional Purchase of Materials
The color sensor placement in relation to the PCB is very important. The distance testing that will be occurring will tell what is the best distance to place the color sensors on the PCB. The sensor placement will determine whether the robot will run smoothly along the hedges and not stop every couple of centimeters. These tests will also determine how big the PCB will be since the tests will show whether an I2C multiplexer is needed.
Matt Shellhammer conducted tests in relation to the the adafruit color sensor and forwarded me the results. The data states the distances to detect three different colors(Brown, White and Green). The code also tests the horizontal distances for the same three colors. The study states that the optimal distance vertically for all three colors is between 1mm and 2cm. The horizontal for all three colors should be between 3mm and 1.4cm. The second color sensor(BH1745NUC) will be tested in the same manner as this test.
Written By Charles Banuelos MFG DM
Testing Color Sensors
The adafruit TCS34725 color sensor had only one fixed address. This resulted a problem for the projects of the Robot Company since most of them are planning to use two color sensors. The problem with communicating with a specific device using I2C (Inter Integrated Circuit) protocol is that I2C have to address a device with a unique address and since using two adafruit TCS34725 color sensors have the same address, it would result a conflict of data being sent by those sensors when the micro-controller is trying to talk to one of them. Therefore, another solution was presented by Pr. Hill, which was to use the color sensor Thomas Forman is using. Thomas’ BH1745NUC color sensor can be adjusted to have two different addresses. By connecting the “ADDR” pin in one of the BH1745NUC ICs to VCC and the other BH1745NUC “ADDR” pin to ground would result having two color sensors with two different addresses.
Written By Muhannad Al Mohamed E&C DM
Planned Testing
The color sensor shield that has two BH1745NUC Color sensing ICs needs to be tested. The connections of the pins should be tested using inputs preferably by a 3DoT board. If a 3DoT board were not available an Arduino Uno would be used with taking caution to the voltage to be 3.3V. Implementing Address checking codes should check the addresses of the two BH1745NUC Color sensing ICs. Data should be read and values of colors should be detected. Thomas Forman has ordered parts for his color sensor shield and since he is using the same BH1745NUC Color sensing IC, we would be able to test the parts.
After checking that the color sensor shield is working correctly, sensing colors from the maze should be tested.
Update: 11/29/2017
Parts, stencils, and solder have been ordered and received during the Fall Break. Charles Banuelos, Muhannad Al Mohamed, and Melwin pakpahan are currently fabricating the Color Sensor Shield. After fabrication is completed Charles Banuelos and Muhannad Al Mohamed will test the Color Sensor Shield. Soldered parts will be visually checked if they were placed correctly without any bridges or misplacement. Connecting the Color Sensor Shield to the 3DoT board should be tested by visually verifying that the pins of the shield are actually connected to the front header of the 3DoT board. Also, by applying an Arduino code to find specific I2C addresses using the 3DoT board, the two different I2C addresses should be checked. The Color Sensor Shield would be tested on how it can actually measure colors (intensity of different colors).
Written By Muhannad Al Mohamed E&C DM
https://www.arxterra.com/wp-content/uploads/2017/11/BH1745NUCL.png144144charles banuelos/wp-content/uploads/2013/04/Arxterra-Logo-340x156.pngcharles banuelos2017-11-02 03:15:312017-11-30 03:50:31Color Sensor Trade off Study
The measured results are at the board level of the required voltage and current draw of the Gyro sensor. The voltage was able to measure with a simple multimeter but the current draw was in the single digit milliamps requiring us to use a more precise multimeter. We supplementally added a demo of how the […]
https://www.arxterra.com/wp-content/uploads/2017/11/Gyro_Testing_72x72.jpg7272Mark Huffman/wp-content/uploads/2013/04/Arxterra-Logo-340x156.pngMark Huffman2017-11-02 00:21:112018-03-29 04:37:38Goliath Fall 2017 – Gyro Test & Power Usage